
手 机:189-6746-3003
网 址:adanicolesanger.com
地 址:南京市溧水区永阳镇水保东路3号

连续密炼机安全操作规程:1. 专业双阶挤出机厂家开车前必须检查混炼室转子间有无杂物,上下顶栓,翻板门,仪表,信号装置等的完好,方可准备开车。2.开车前必须发出信号,听到呼应确认无任何危险时,方可开车。3.投料前要先关闭好下顶栓,胶卷逐个放入,严禁一次投料,粉料要轻投轻放,炭黑袋要口朝下逐只向风管投送。4.专业双阶挤出机厂家天美丶91丶果冻mv|天美麻花星空果冻mv|天美果冻乌鸦mv|星空天美mv视频|天美大象麻花高清在线看电视剧|麻花星空mv天美大象设备运转中严禁往混炼室探头观看,必须观看时,要用钩子将加料口翻板门钩住,将上顶栓提起并插上安全销,方可探头观看。5.操作时发现杂物掉入混炼室或遇故障时,必须停机处理。
1、按照连续密炼机密炼室的容量和合适的填充系数(0.6~0.7),计算一次炼胶量和实际配方;2、专业双阶挤出机厂家根据实际配方,准确称量配方中各种原材料的用量,将生胶、小料(ZnO、SA、促进剂、防老剂、固体软化剂等)、补强剂或填充剂、液体软化剂、硫黄分别放置,在置物架上按顺序排好;3、打开密炼机电源开关及加热开关,给密炼机预热,同时检查风压、水压、电压是否符合工艺要求,检查测温系统、计时装置、功率系统指示和记录是否正常;4、密炼机预热好后,稳定一段时间,准备炼胶;5、提起上顶栓,将已切成小块的生胶从加料口投入密炼机,落下上顶栓,炼胶1min;6、专业双阶挤出机厂家提起上顶栓,加入小料,落下上顶栓混炼1.5min;7、提起上顶栓,加入炭黑或填料,落下上顶栓混炼3min;8、提起上顶栓,加入液体软化剂,落下上顶栓混炼1.5min;
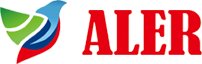
橡胶的塑炼与其化学组成,分子结构,专业双阶挤出机厂家分子量及分子量分布有着密切联系。天然橡胶和合成橡胶由于结构和性能上的不同特点,一般说来天然胶塑炼比较容易,合成胶塑炼比较困难。就合成胶而言异戊胶,氯丁胶近于天然胶,丁苯胶,丁基胶次之,丁腈胶b比较困难。双转子连续密炼机塑炼生胶是属于高温塑炼,温度低在120℃以上,专业双阶挤出机厂家一般是在155℃—165℃间。生胶在密炼机腔内受高温和强机械作用,产生剧烈氧化,能在较短的时间里获得理想可塑度。因此影响密炼机进行生胶塑炼因素主要有工艺 条件,如时间、温度、风压及容量等,设备技术性能,如转速等。

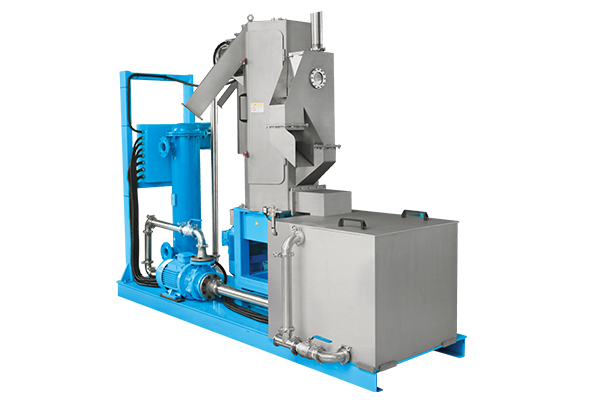
双螺杆挤出机工作原理:1、双螺杆挤出机这类挤出机有低速和高速两种,前者主要用于型材挤出,而后者用于特种聚合物加工操作。(1)紧密啮合式挤出机。专业双阶挤出机厂家低速挤出机具有紧密啮合式螺杆几何形状,其中一根螺杆的螺棱外形与另一根螺杆的螺棱外形紧密配合,即共轭螺杆外形。(2)自洁式挤出机。高速同向挤出机具有紧密匹配的螺棱外形。可将这种螺杆设计成具有相当小的螺杆间隙,使螺杆具有密闭式自洁作用,这种双螺杆挤出试验机称为紧密自洁同向旋转式双螺杆挤出试验机。2、专业双阶挤出机厂家异向啮合型双螺杆挤出试验机紧密啮合异向旋转式双螺杆挤出试验机的两螺杆螺槽之间的空隙很小(比同向啮合型双螺杆挤出试验机中的空隙小很多),因此可达到正向的输送特性。 3、非啮合型双螺杆试验机非啮合型双螺杆挤出试验机的两根螺杆之间的中心距大于两螺杆半径之和。


