
手 机:189-6746-3003
网 址:adanicolesanger.com
地 址:南京市溧水区永阳镇水保东路3号

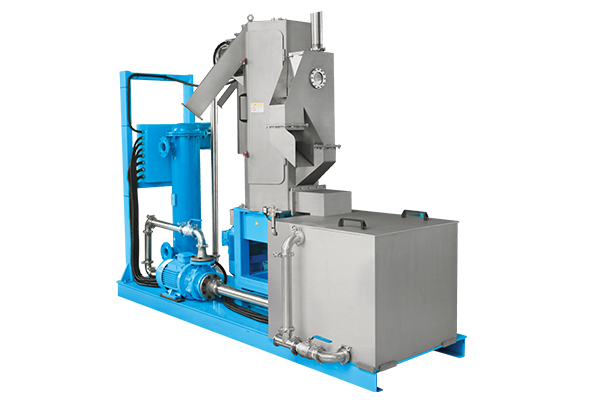
双螺杆挤出机工作原理:1、双螺杆挤出机这类挤出机有低速和高速两种,前者主要用于型材挤出,而后者用于特种聚合物加工操作。(1)紧密啮合式挤出机。附近连续密炼机厂家低速挤出机具有紧密啮合式螺杆几何形状,其中一根螺杆的螺棱外形与另一根螺杆的螺棱外形紧密配合,即共轭螺杆外形。(2)自洁式挤出机。高速同向挤出机具有紧密匹配的螺棱外形。可将这种螺杆设计成具有相当小的螺杆间隙,使螺杆具有密闭式自洁作用,这种双螺杆挤出试验机称为紧密自洁同向旋转式双螺杆挤出试验机。2、附近连续密炼机厂家天美丶91丶果冻mv|天美麻花星空果冻mv|天美果冻乌鸦mv|星空天美mv视频|天美大象麻花高清在线看电视剧|麻花星空mv天美大象异向啮合型双螺杆挤出试验机紧密啮合异向旋转式双螺杆挤出试验机的两螺杆螺槽之间的空隙很小(比同向啮合型双螺杆挤出试验机中的空隙小很多),因此可达到正向的输送特性。 3、非啮合型双螺杆试验机非啮合型双螺杆挤出试验机的两根螺杆之间的中心距大于两螺杆半径之和。
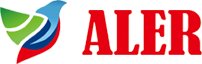
随着科技的发展和日益严峻的环境问题,附近连续密炼机厂家迫使新的混炼工艺产生,我司经过多年的开发,研发出一款"高效、节能、环保"的设备,连续式密炼机,本机可加失重称,减轻物料的搬运所带来的劳动强度,生产效率有显著的提高,与传统的密炼机相比,持续性生产在同等产能的情况下能耗可以节约60%大大降低了生产成本,附近连续密炼机厂家天美丶91丶果冻mv|天美麻花星空果冻mv|天美果冻乌鸦mv|星空天美mv视频|天美大象麻花高清在线看电视剧|麻花星空mv天美大象在物料生产过程中可以通过通道运输,对环境起到了很好的保护作用,深受广大客户的喜爱。

连续密炼机不易分散的配合剂或用量较小的配合剂,通常均可制备成各种母胶颗粒或油膏状混合物,以方便加入并快速混入胶中。一段混炼法必须严格遵守配合剂的加入顺序、混炼温度、混炼时间等工艺条件的要求,附近连续密炼机厂家同时还应注意上顶栓的压力及上顶栓在混炼过程中的位置。相对于二段或多段混炼法,节省了每段之间的压片、冷却与停放时间,提高了生产效率,附近连续密炼机厂家天美丶91丶果冻mv|天美麻花星空果冻mv|天美果冻乌鸦mv|星空天美mv视频|天美大象麻花高清在线看电视剧|麻花星空mv天美大象降低了混炼胶的制造成本。但前提是对密炼机性能(主要是冷却能力、调速能力和温控能力)要求较高,并且要有足够的混炼时间以达到所要求的分散程度。
密炼机负载试运转时应检查下列项目:A:基本技术参数是否符合密炼机规定要求。B:转子轴承温升应≤40℃。C:减速器轴承温升应≤40℃。D:附近连续密炼机厂家转子,减速器轴承温度≤80℃。E:液压系统油箱中油温≤60℃。F:转子端面密封装置定圈温度≤85℃。G:排胶温度(实测)与传感显示(热电偶)温度值要一致,其差值为3-5℃。7:密炼机转子端面密封处不漏胶,不漏粉,允许有胶,油和粉料混合体糊状物漏出。8:附近连续密炼机厂家卸料门应密封良好,不漏料。9:密炼机电气、液压等控制系统应动作灵活、安全、可靠。10:密炼机温控系统温控效果能满足炼胶工艺要求,排胶温度应在工艺条件允许范围内。

双螺杆实验机与单螺杆挤出机的区别:1、价格方面:单螺杆挤出机结构简单,价格低;双螺杆结构复杂,价格高2、塑化能力方面:单螺杆适合聚合物的塑化挤出,附近连续密炼机厂家适合颗粒料的挤出加工,对聚合物的剪切降解小,但物料在挤出机中停留时间长。双螺杆具有很好的混炼塑化能力,物料在挤出机中停留时间短,适合粉料加工。3、附近连续密炼机厂家天美丶91丶果冻mv|天美麻花星空果冻mv|天美果冻乌鸦mv|星空天美mv视频|天美大象麻花高清在线看电视剧|麻花星空mv天美大象加工能力及能耗方面:双螺杆挤出试验机产量大,挤出速度快,单位产量耗能低,而单螺杆差之。4、操作性方面:单螺杆操纵轻易,工艺控制简单;双螺杆操作相对复杂,工艺控制要求较高。

1、按照连续密炼机密炼室的容量和合适的填充系数(0.6~0.7),计算一次炼胶量和实际配方;2、附近连续密炼机厂家根据实际配方,准确称量配方中各种原材料的用量,将生胶、小料(ZnO、SA、促进剂、防老剂、固体软化剂等)、补强剂或填充剂、液体软化剂、硫黄分别放置,在置物架上按顺序排好;3、打开密炼机电源开关及加热开关,给密炼机预热,同时检查风压、水压、电压是否符合工艺要求,检查测温系统、计时装置、功率系统指示和记录是否正常;4、密炼机预热好后,稳定一段时间,准备炼胶;5、提起上顶栓,将已切成小块的生胶从加料口投入密炼机,落下上顶栓,炼胶1min;6、附近连续密炼机厂家天美丶91丶果冻mv|天美麻花星空果冻mv|天美果冻乌鸦mv|星空天美mv视频|天美大象麻花高清在线看电视剧|麻花星空mv天美大象提起上顶栓,加入小料,落下上顶栓混炼1.5min;7、提起上顶栓,加入炭黑或填料,落下上顶栓混炼3min;8、提起上顶栓,加入液体软化剂,落下上顶栓混炼1.5min;


