
手 机:189-6746-3003
网 址:adanicolesanger.com
地 址:南京市溧水区永阳镇水保东路3号
一次性完成所有配合剂的加入而制备混炼胶的方法,常用于制备那些焦烧性能良好、不含或只含少量活性配合剂的胶料。附近中空格子板设备批发为使混炼中胶料温度不致上升过快,一般在连续密炼机中进行一段低速混炼。其方法是依次往塑炼好的生胶中加入配合剂(包括填料、操作油、硫化剂、促进剂等)。混炼周期根据胶料特性及转子转速而定。一段混炼时,一般在密炼机结束前约60s内加入硫化剂与促进剂,或是在排料后的下片在开炼机上加硫化剂与促进剂。但无论采用哪一种方式加入硫化剂与促进剂,附近中空格子板设备操作时的混炼胶温度必须控制在110度(硫磺与促进剂体系)或120度(DCP硫化体系)以下,以防胶料焦烧,并且要根据不同的硫化体系进行调整。
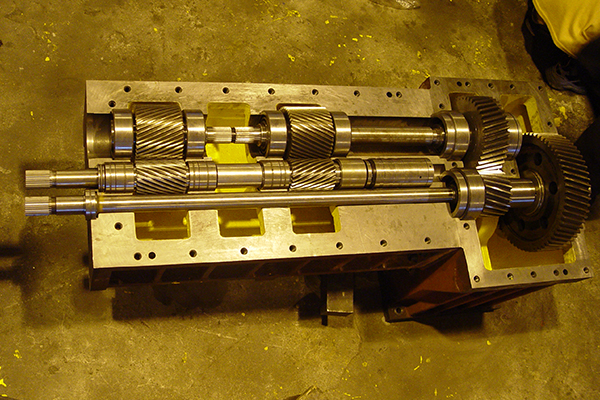
连续式密炼机混炼技术的发展必须满足不断出现的新型原材料和新加工工艺的要求。目前有关混炼技术的进步主要包括下列几个方面:(1) 附近中空格子板设备批发无论是相切型转子密炼机还是啮合型转子密炼机, 为改善和控制混炼过程的分散和分布功能,开发高效转子。(2) 液压压砣的开发应用, 在混炼过程中提供均匀稳定的胶料压力( 控制胶料的实际压力能直接影响胶料混炼过程中剪切混炼的强度)。(3) 附近中空格子板设备批发压砣位置的指示和记录, 以监测和改进混炼过程( 从压砣位置指示取得的数据与密炼机的功率要求、胶料温度和密炼机速度等数据结合在一起, 快速优化炼胶过程, 在较短的混炼周期内练出高质量的胶料)。
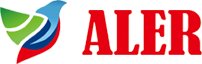
双螺杆挤出机严防金属或其他杂物落入料斗中,以免损坏螺杆和机筒。为防止铁质杂物进入机筒,可在物料进入机筒加料口处装吸磁部件或磁力架,附近中空格子板设备批发防止杂物落入必须把物料事先过筛。注意生产环境清洁,勿使垃圾杂质混入物料堵塞过滤板,影响制品产量,质量和增加机头阻力。减速箱应使用机器说明书指定的润滑油,并按规定的油面高度加入油液,油液过少,润滑不够,降低零件使用寿命;油液过多,发热大,耗能多,油易变质,同样使润滑失效,造成损害零件的后果。附近中空格子板设备批发减速箱漏油部位应及时更换密封垫(圈),以确保润滑油量。

连续密炼机安全操作规程:如遇突然停车,附近中空格子板设备批发应先将上顶栓提起插好安全销,将下顶栓打开,切断电源,关闭水、汽阀门。如用人工转动联轴器排料,注意相互配合,严禁带料开车。上顶栓被胶料挤(卡)住时,必须停车处理;下顶栓漏出的胶料,不准用手拉,要用铁钩取出。操作时要站在加料口翻板活动区域之外,排料口下部,不准站人。排料、换品种、停车等应与下道工序用信号联系。附近中空格子板设备批发停车后插入安全销,关闭翻板门,落下上顶栓,打开下顶栓,关闭风、水、汽阀门,切断电源。

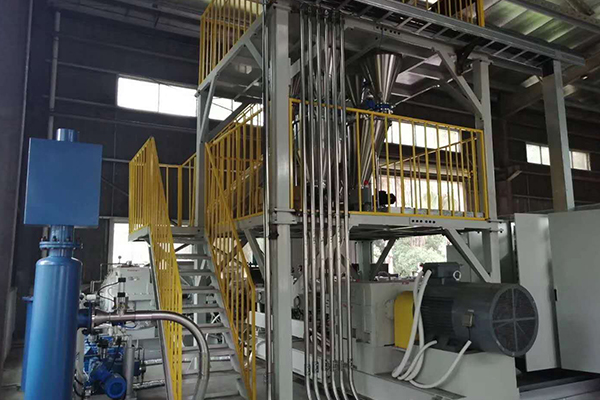
双螺杆实验机与单螺杆挤出机的区别:1、价格方面:单螺杆挤出机结构简单,价格低;双螺杆结构复杂,价格高2、塑化能力方面:单螺杆适合聚合物的塑化挤出,附近中空格子板设备批发适合颗粒料的挤出加工,对聚合物的剪切降解小,但物料在挤出机中停留时间长。双螺杆具有很好的混炼塑化能力,物料在挤出机中停留时间短,适合粉料加工。3、附近中空格子板设备批发加工能力及能耗方面:双螺杆挤出试验机产量大,挤出速度快,单位产量耗能低,而单螺杆差之。4、操作性方面:单螺杆操纵轻易,工艺控制简单;双螺杆操作相对复杂,工艺控制要求较高。


