
手 机:189-6746-3003
网 址:adanicolesanger.com
地 址:南京市溧水区永阳镇水保东路3号
连续密炼机表面无裂痕,这意味着: ① 冷却孔道可以更靠近表面; ② 提高产量/ 效率; ③ 减少污染胶料的可能性; ④本地单螺杆造粒机厂家 没有通过裂缝进入母材产生的腐蚀。通过裂缝产生的腐蚀会使硬镀层破裂剥落;⑤表面抗腐蚀(Cr 含量在13% 以上)。Krupp 公司一台250 L 母炼用相切型密炼机, 在轮胎厂三班使用, 每周工作7 天, 每年工作8 000 h,使用3 年半后,混炼室正面壁磨损0.6 mm。另一台啮合型密炼机每天工作1.5班, 每周工作5 天, 主要做一段混炼。本地单螺杆造粒机厂家使用4年后,混炼室正面壁磨损0.3 mm。位于混炼室侧面壁的转子端板对密炼机的使用同样具有重要影响。啮合型密炼机的转子是一块位于混炼室侧面壁的钢板。啮合型密炼机工作时转子迫使胶料移向转子端板。啮合型密炼机工作时转子使胶料移向转子端板。因此,转子端板根据需要应设有冷却水通孔。

一次性完成所有配合剂的加入而制备混炼胶的方法,常用于制备那些焦烧性能良好、不含或只含少量活性配合剂的胶料。本地单螺杆造粒机厂家为使混炼中胶料温度不致上升过快,一般在连续密炼机中进行一段低速混炼。其方法是依次往塑炼好的生胶中加入配合剂(包括填料、操作油、硫化剂、促进剂等)。混炼周期根据胶料特性及转子转速而定。一段混炼时,一般在密炼机结束前约60s内加入硫化剂与促进剂,或是在排料后的下片在开炼机上加硫化剂与促进剂。但无论采用哪一种方式加入硫化剂与促进剂,本地单螺杆造粒机操作时的混炼胶温度必须控制在110度(硫磺与促进剂体系)或120度(DCP硫化体系)以下,以防胶料焦烧,并且要根据不同的硫化体系进行调整。

本地单螺杆造粒机厂家转子端板的工作表面经过耐磨损硬化处理, 且具有经精密加工的底部密封表面, 与下落式卸料门的形状相配, 以避免下落式卸料门端部和转子端板之间泄漏粉料。连续密炼机的标准转子端板是一块单件构板, 通常表面镀铬, 以防黏料。本地单螺杆造粒机厂家端板也可采用水冷结构, 以提高转子密封装置寿命和整个密炼机的性能。连续密炼机的转子端板也可以选用不同的硬化表面镀层, 以改善耐磨性能和抗化学腐蚀。

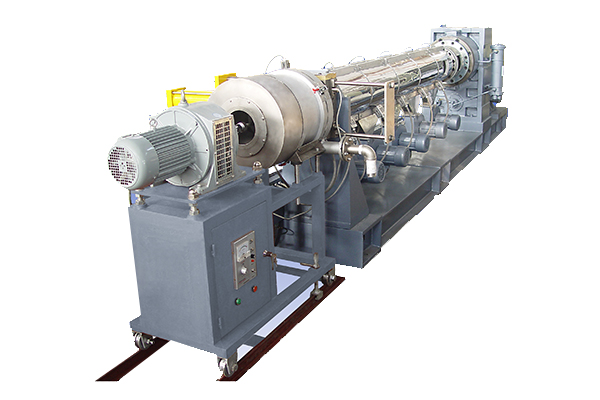
双螺杆挤出机的工作过程:本地单螺杆造粒机厂家塑料物料从料斗进入到挤出机,在螺杆的转动带动下将其向前进行输送,物料在向前运动的过程中,接受料筒的加热、螺杆带来的剪切以及压缩作用使得物料熔融,因而实现了在玻璃态、高弹态和粘流态的三态间的变化。双螺杆实验机在进行加压的情况,使得处于粘流态的物料通过具有一定的形状的口模,然后根据口模而成为横截面和口模样子相仿的连续体。本地单螺杆造粒机厂家继而冷却定型形成玻璃态,由此得到所需加工的制件。


