
手 机:189-6746-3003
网 址:adanicolesanger.com
地 址:南京市溧水区永阳镇水保东路3号
双螺杆实验机与单螺杆挤出机的区别:1、价格方面:单螺杆挤出机结构简单,价格低;双螺杆结构复杂,价格高2、塑化能力方面:单螺杆适合聚合物的塑化挤出,专业自动秤重配混系统批发适合颗粒料的挤出加工,对聚合物的剪切降解小,但物料在挤出机中停留时间长。双螺杆具有很好的混炼塑化能力,物料在挤出机中停留时间短,适合粉料加工。3、专业自动秤重配混系统批发加工能力及能耗方面:双螺杆挤出试验机产量大,挤出速度快,单位产量耗能低,而单螺杆差之。4、操作性方面:单螺杆操纵轻易,工艺控制简单;双螺杆操作相对复杂,工艺控制要求较高。

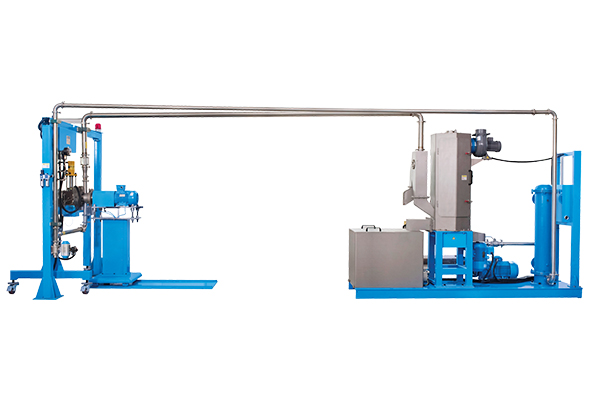
连续密炼机是在开炼机的基础上发展起来的一种高强度间隙性的混炼设备。因此,密炼机的出现是橡胶机械的一项重要成果,至今仍然是塑炼和混炼种的典型的重要设备,仍在不断的发展和完善。捏合机是由一对互相配合和旋转的叶片(通常呈Z形)所产生强烈剪切作用而使半干状态的或橡胶状粘稠塑料材料能使物料迅速反应从而获得均匀混合搅拌的设备。专业自动秤重配混系统批发是各种高粘度的弹塑性物料的混炼、捏合、破碎、分散、重新聚合各种化工产品的理想设备,具有搅拌均匀、无死角、捏合效率高的优点,专业自动秤重配混系统批发广泛应用于高粘度密封胶、硅橡胶、中性酸性玻璃胶、口香糖、泡泡糖、纸浆、纤维素、亦用于电池、油墨、颜料、染料、医药、树脂、塑料、橡胶、化妆品等行业。

1、按照连续密炼机密炼室的容量和合适的填充系数(0.6~0.7),计算一次炼胶量和实际配方;2、专业自动秤重配混系统批发根据实际配方,准确称量配方中各种原材料的用量,将生胶、小料(ZnO、SA、促进剂、防老剂、固体软化剂等)、补强剂或填充剂、液体软化剂、硫黄分别放置,在置物架上按顺序排好;3、打开密炼机电源开关及加热开关,给密炼机预热,同时检查风压、水压、电压是否符合工艺要求,检查测温系统、计时装置、功率系统指示和记录是否正常;4、密炼机预热好后,稳定一段时间,准备炼胶;5、提起上顶栓,将已切成小块的生胶从加料口投入密炼机,落下上顶栓,炼胶1min;6、专业自动秤重配混系统批发天美丶91丶果冻mv|天美麻花星空果冻mv|天美果冻乌鸦mv|星空天美mv视频|天美大象麻花高清在线看电视剧|麻花星空mv天美大象提起上顶栓,加入小料,落下上顶栓混炼1.5min;7、提起上顶栓,加入炭黑或填料,落下上顶栓混炼3min;8、提起上顶栓,加入液体软化剂,落下上顶栓混炼1.5min;

连续密炼机安全操作规程:如遇突然停车,专业自动秤重配混系统批发应先将上顶栓提起插好安全销,将下顶栓打开,切断电源,关闭水、汽阀门。如用人工转动联轴器排料,注意相互配合,严禁带料开车。上顶栓被胶料挤(卡)住时,必须停车处理;下顶栓漏出的胶料,不准用手拉,要用铁钩取出。操作时要站在加料口翻板活动区域之外,排料口下部,不准站人。排料、换品种、停车等应与下道工序用信号联系。专业自动秤重配混系统批发停车后插入安全销,关闭翻板门,落下上顶栓,打开下顶栓,关闭风、水、汽阀门,切断电源。

连续密炼机不易分散的配合剂或用量较小的配合剂,通常均可制备成各种母胶颗粒或油膏状混合物,以方便加入并快速混入胶中。一段混炼法必须严格遵守配合剂的加入顺序、混炼温度、混炼时间等工艺条件的要求,专业自动秤重配混系统批发同时还应注意上顶栓的压力及上顶栓在混炼过程中的位置。相对于二段或多段混炼法,节省了每段之间的压片、冷却与停放时间,提高了生产效率,专业自动秤重配混系统批发降低了混炼胶的制造成本。但前提是对密炼机性能(主要是冷却能力、调速能力和温控能力)要求较高,并且要有足够的混炼时间以达到所要求的分散程度。

黑色母粒是由炭黑、载体和助剂注塑等工序环节所生产的色母原料色母粒是指由高比例的颜料或添加剂与热塑性树脂,专业自动秤重配混系统批发经良好分散而成的塑料着色剂,其所选用的树脂对着色剂具有良好润湿和分散作用,并且与被着色材料具有良好的相容性。即:颜料+载体+添加剂=色母粒。色母粒着色是现今普遍采用的塑料着色法。色母粒是20世纪60年代开发的一种塑料、纤维的着色新产品,它是把颜料超常量均匀的载附于树脂中而制得的聚合物的复合物。白色母是指采用优质颜料+优质树脂+助剂,专业自动秤重配混系统批发经高速密炼生产精制而成的色母粒。适合片材、吹膜、管材、注塑、吹塑、吸塑、等产品。


