
手 机:189-6746-3003
网 址:adanicolesanger.com
地 址:南京市溧水区永阳镇水保东路3号
1、按照连续密炼机密炼室的容量和合适的填充系数(0.6~0.7),计算一次炼胶量和实际配方;2、专业单螺杆挤出造粒机价格根据实际配方,准确称量配方中各种原材料的用量,将生胶、小料(ZnO、SA、促进剂、防老剂、固体软化剂等)、补强剂或填充剂、液体软化剂、硫黄分别放置,在置物架上按顺序排好;3、打开密炼机电源开关及加热开关,给密炼机预热,同时检查风压、水压、电压是否符合工艺要求,检查测温系统、计时装置、功率系统指示和记录是否正常;4、密炼机预热好后,稳定一段时间,准备炼胶;5、提起上顶栓,将已切成小块的生胶从加料口投入密炼机,落下上顶栓,炼胶1min;6、专业单螺杆挤出造粒机价格提起上顶栓,加入小料,落下上顶栓混炼1.5min;7、提起上顶栓,加入炭黑或填料,落下上顶栓混炼3min;8、提起上顶栓,加入液体软化剂,落下上顶栓混炼1.5min;

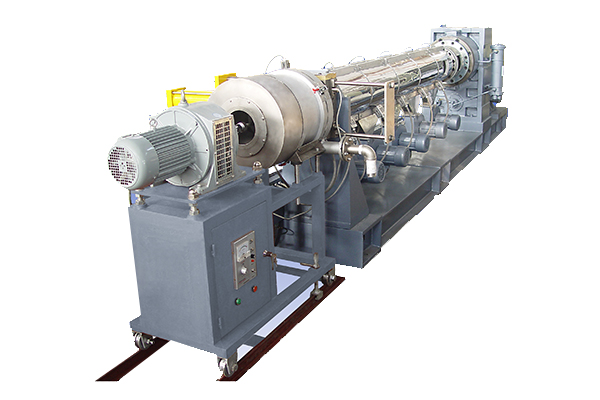
双螺杆挤出机属于塑料机械的种类之一,起源于18世纪。专业单螺杆挤出造粒机价格挤出机依据机头料流方向以及螺杆中心线的夹角,可以将机头分成直角机头和斜角机头等。双螺杆实验机是依靠螺杆旋转产生的压力及剪切力,能使得物料可以充分进行塑化以及均匀混合,通过口模成型。塑料挤出机可以基本分类为双螺杆挤出机,单螺杆挤出机以及不多见的多螺杆挤出机以及无螺杆挤出机。双螺杆挤出机的节能上可分为两个部分:专业单螺杆挤出造粒机价格一个是动力部分,一个是加热部分。

双螺杆挤出机主电机发出异常声音。产生原因:主电机轴承损坏。主电机可控硅整流线路中某一可控硅损坏。处理方法:更换主电机轴承。检查可控硅整流电路,必要时更换可控硅元件。双螺杆挤出机主机电流不稳。专业单螺杆挤出造粒机价格产生原因:喂料不均匀、主电机轴承损坏或润滑不良、某段加热器失灵,不加热、螺杆调整垫不对,或相位不对,元件干涉。处理方法:检查喂料机,排除故障。检修主电机,必要时更换轴承。检查各加热器是否正常工作,必要时更换加热器。检查调整垫,拉出螺杆检查螺杆有无干涉现象。双螺杆挤出机主电机轴承温升过高。产生原因:轴承润滑不良。轴承磨损严重。专业单螺杆挤出造粒机价格处理方法:检查并加润滑剂。检查电机轴承,必要时更换。

黑色母粒是由炭黑、载体和助剂注塑等工序环节所生产的色母原料色母粒是指由高比例的颜料或添加剂与热塑性树脂,专业单螺杆挤出造粒机价格经良好分散而成的塑料着色剂,其所选用的树脂对着色剂具有良好润湿和分散作用,并且与被着色材料具有良好的相容性。即:颜料+载体+添加剂=色母粒。色母粒着色是现今普遍采用的塑料着色法。色母粒是20世纪60年代开发的一种塑料、纤维的着色新产品,它是把颜料超常量均匀的载附于树脂中而制得的聚合物的复合物。白色母是指采用优质颜料+优质树脂+助剂,专业单螺杆挤出造粒机价格经高速密炼生产精制而成的色母粒。适合片材、吹膜、管材、注塑、吹塑、吸塑、等产品。

提高连续密炼机与胶料接触的机体表面的传热性能, 使与胶料接触的金属表面的温控更好,以降低炼胶过程中的温度。专业单螺杆挤出造粒机价格改进密炼机结构材料, 延长密炼机使用寿命。准确、高效的温控系统, 使密炼机温控达到佳。变速传动, 优化混炼过程, 提高生产效率。减少混炼段数,简化工序并节能。专业单螺杆挤出造粒机价格天美丶91丶果冻mv|天美麻花星空果冻mv|天美果冻乌鸦mv|星空天美mv视频|天美大象麻花高清在线看电视剧|麻花星空mv天美大象减少混炼时间,增大每车胶的炼胶量。控制各车胶料质量的均一性。这些项目将归纳为混炼技术重要的趋向、技术进步及用具有代表性的例子论证其发展优势。


